Транспортные средства являются частью процесса изготовления изделий. Выбор транспортных средств зависит: от конфигурации производственных помещений и планировки рабочих мест в потоке; от длины, скорости и направления пути (горизонтальное, вертикальное, наклонное); от особенностей ассортимента, технологического процесса и системы организации производства и труда. Кроме того учитывается безопасность и надежность работы транспортных средств, экономичность и удобство обслуживания.
В швейной промышленности применяют транспортные устройства с механическим, ручным приводами и самотечные, а транспортеры - с непрерывным и периодическим движением.
К транспортным средствам с механическим приводом относятся транспортеры конвейерных установок: ленточные и цепные подвесные.
Самотечные, или бесприводные, устройства - это междустолья, лотки, скаты, по которым предмет труда вручную проталкивают или сбрасывают следующему исполнителю.
К транспортным средствам с ручным приводом относят различные тележки, применяемые для передачи полуфабриката внутри цеха.
Организационные формы поточных линий нужно выбирать в зависимости от вида изделия, его конструкции, применяемой технологии, мощности и способа питания потока.
ЦНИИШП рекомендует при проектировании потока применять следующие транспортные средства.
I. По изготовлению верхней одежды:
а) на заготовке деталей (полочек, спинок и т. д.) - гравитационные средства передачи (стеллажи, скаты) с партионным запуском в поток; транспортные тележки или каретки-зажимы с партионным запуском в поток; механические конвейеры с поштучным запуском в поток (на потоках средней мощности);
б) на монтажных секциях - механические конвейеры с поштучным запуском в поток; гравитационные средства передачи (стеллажи, скаты) с партионным запуском в поток (на потоках больших мощностей, где шаг конвейера не обеспечивает выполнение кратных операций);
в) на отделочных секциях - подвесные транспортеры с поштучным запуском в поток.
II. По изготовлению белья:
а) на заготовке деталей (полочек, спинок и т. д.) - гравитационные средства передачи (стеллажи, скаты) с партионным запуском в поток;
б) на монтажных секциях - гравитационные средства передачи с партионным запуском в поток;
в) на отделочных секциях - подвесные транспортеры с поштучным запуском в поток.
III. По изготовлению плательного ассортимента (на потоках больших мощностей):
а) на заготовке деталей (полочек, спинок и т. д.) - гравитационные средства передачи (стеллажи, скаты) с партионным запуском в поток;
б) на монтажных секциях - гравитационные средства передачи с партионным запуском в поток; механические конвейеры с поштучным запуском в поток;
в) на отделочных секциях - подвесные транспортеры с поштучным запуском в поток.
IV. По изготовлению плательного ассортимента (на потоках малых серий): механические транспортеры типа ТМС-1 и ТМС-2 или гравитационные средства передачи (стеллажи, скаты) с партионным запуском в поток.
Типы конвейеров различают по количеству и расположению транспортирующих лент, расположению рабочих мест относительно лент и виду транспортера.
Транспортер служит для перемещения полуфабриката между рабочими местами. В конвейерном потоке скорость транспортера согласуют с тактом, что способствует ритмичной работе потока.
Транспортер ТМС-1 - двухлинейный, предназначен для доставки коробок с деталями и узлами изделий к рабочим местам и возврата коробок с обработанными деталями и узлами к месту запуска без применения принудительного ритма. На конце транспортера установлены поворотные диски для передачи коробок с деталями с одной транспортерной ленты на другую. Поворотные диски вращаются синхронно с лентой. Обе транспортерные ленты расположены в горизонтальной плоскости, скорость движения ленты постоянная - 6 м/мин. В передней части коробки устроен карман для картонных карточек с номерами всех технологических операций. Карточки располагают в соответствии с технологической последовательностью обработки изделий.
Применение транспортера ТМС-1 имеет ряд преимуществ:
возможность организации потока с механической транспортировкой изделий на небольших производственных площадях - 100 - 120 м²;
наличие условий для выпуска большого количества разных изделий малыми сериями без перестройки процесса;
максимальное использование индивидуальной производительности работницы независимо от такта потока и смежных операций за счет выполнения работницей нескольких операций;
постоянное закрепление рабочих мест и исключение необходимости перестановки оборудования при переходе на новые модели изделий;
на запуске и съеме готовой продукции требуется всего одна работница.
Недостатком ТМС-1 являются: увеличение незавершенного производства; сложность учета, осуществляемого с помощью учетных карточек; дополнительная площадь, занимаемая двумя транспортерными лентами.
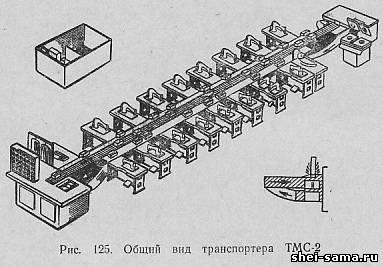
Транспортер ТМС-2 (рис. 125) - однолинейный, с двусторонним расположением рабочих мест и примыкающими к ним наклонными плоскостями, предназначенными для размещения запаса коробок. В конце транспортера имеется приспособление для автоматического перемещения коробок с верхней ветви ленты на нижнюю, которая движется в обратном направлении потока и доставляет коробки к столу запуска. Подъем коробок на стол запуска осуществляется с помощью дополнительного транспортера.
Применение ТМС-2 по сравнению с ТМС-1 имеет следующие преимущества:
возможность использования верхней и нижней ветки для обработки изделия;
сокращение площади для транспортерной установки на 50 - 60%;
уменьшение количества приводных и натяжных станций в 2 раза;
снижение стоимости изготовления и монтажа транспортера в 4 - 5раз;
снижение затрат на эксплуатацию транспортера более чем в 2 раза.
Недостатком установок ТМС-1 и ТМС-2 является отсутствие устройства для автоматического адресования коробок, т. е. смещения их на заданное рабочее место.
На монтажных секциях многофасонных секционных потоков применяют различные типы механических транспортеров.
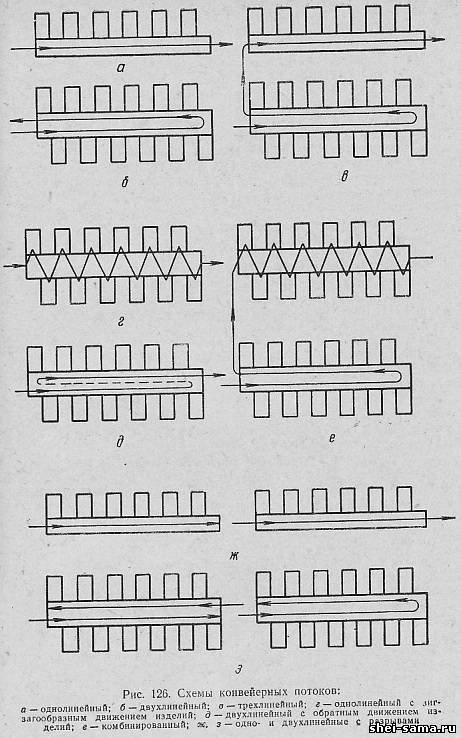
При движении изделий к основным рабочим местам в одном направлении технологический поток называется однолинейным, а при движении изделий в двух или трех направлениях - двухлинейным или трехлинейным.
Преимущество однолинейного однорядного конвейера состоит в том, что запуск и выпуск изделий возможны в разных концах цеха, но такой конвейер следует применять при небольших выпусках (при изготовлении белья, женского платья, брюк и др.) в потоках, длина линий которых не превышает 40 - 50 м, так как большая длина линий затрудняет работу обслуживающего персонала.
Преимуществом однолинейного двухрядного конвейера является меньшая занимаемая площадь цеха, а недостатком - сокращение вдвое межоперационного запаса изделий, необходимого для ритмичной работы, и зигзагообразность движения изделий к рабочим местам (рис. 126).
Двухлинейные двухрядные и трехлинейные трехрядные потоки используют при изготовлении верхней, легкой одежды, белья и др.
Наибольшее распространение в промышленности получили двухлинейные двухрядные конвейеры с ленточным транспортером. Такие конвейеры целесообразно проектировать с проходом между транспортирующими лентами для удобства работы и инструктажа рабочих.
Конвейеры различают также по устройству транспортеров: горизонтально-замкнутые и вертикально-замкнутые.
Горизонтально-замкнутый транспортер применяют при изготовлении изделий небольших габаритов, так как на цепном транспортере шаг люлек (расстояние между их центрами) не превышает 0,4 м, производственная площадь при этом используется нерационально.
Вертикально-замкнутый транспортер получил широкое применение в промышленности как основной тип транспортера.
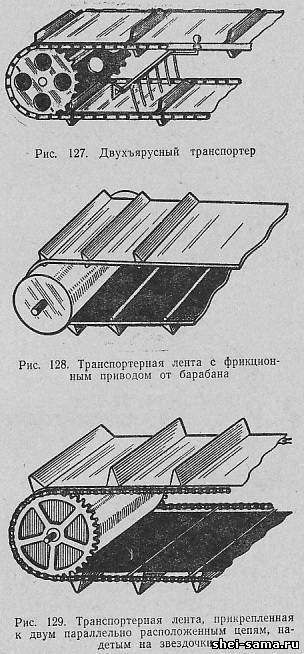
На предприятиях с небольшими производственными цехами применяют двухъярусные ленточные транспортеры, на которых перегородки для ячеек делают с верхней и нижней сторон ленты (рис. 127). Рабочие места располагают с двух сторон ленты.
Конвейерные потоки различают по характеру движения изделий между операциями и линиями обработки, которое может быть прямолинейным и зигзагообразным в зависимости от количества рядов рабочих мест и линий обработки в одном и том же конвейерном потоке.
Прямолинейным называют движение изделий при одинаковом количестве рядов рабочих мест и линий. Если количество рядов рабочих мест больше количества линий обработки, то движение изделий будет зигзагообразным.
Между линиями обработки передача изделий бывает прямой (обыкновенной) и обратной. Конвейерные потоки с обратным движением изделий между линиями обработки называют конвейерными потоками с рециркуляцией.
На швейных фабриках при установке конвейеров применяют транспортеры различных видов:
1) транспортерная лента разделена на ячейки, привод фрикционный от барабана (рис. 128); этот транспортер является наиболее дешевым, но он не обеспечивает постоянной скорости движения изделий вследствие скольжения ленты на барабане;
2) транспортерная лента прикреплена к двум параллельно расположенным цепям, надетым на звездочки (рис. 129); лента разделена перегородками на ячейки; этот вид транспортера обеспечивает запроектированную скорость движения, так как нет скольжения ленты на барабане;
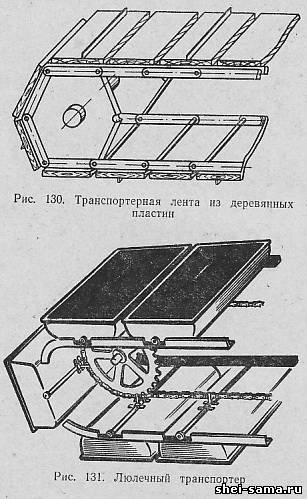
3) транспортерная лента изготовлена из деревянных пластинок, прикрепленных к двум параллельно расположенным цепям,с длинными звеньями; пластины при этом разделены перегородками, образующими ячейки (рис. 130);
4) цепные вертикально-замкнутые люлечные транспортеры с люльками вместо ячеек; люльки крепятся к цепям транспортера шарнирно или жестко; движение таких транспортеров осуществляется цепной передачей (рис. 131), обеспечивающей заданную скорость; однако изготовление люлек трудоемко и требует дорогостоящих материалов;
5) цепные горизонтально-замкнутые люлечные транспортеры с одной цепью, к которой крепятся жестко люльки; такие транспортеры требуют точной установки направляющих каркаса конвейера и полностью обеспечивают необходимую скорость движения цепи;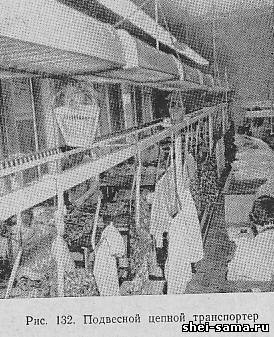
6) транспортеры ТМС-1 и ТМС-2; их изготовляют из хлопчатобумажной прорезиненной ленты; изделия укладывают в специальные коробки, изготовленные из жести или слоистого пластика;
7) подвесные цепные транспортеры (рис. 132); их применяют для перемещения готовых швейных изделий в подвешенном виде для лучшего сохранения приданной формы на последних секциях потока, где производится окончательная отделка и утюжильная обработка изделий; изделия подвешивают на вешалках за специальные держатели (крючки) цепи; подвесной цепной транспортер получает движение от электродвигателя с редуктором и может иметь непрерывное или прерывистое (пульсирующее) движение; при отсутствии цепных транспортеров на этой секции применяют передвижные кронштейны, которые перемещают вручную.
|